
Introduction
The sintering process takes parts from a “green” state to their final, fully solid metal forms. Parts will sit in the furnace for 40+ hours, where the they will undergo a burn-out process to remove binder and smoothly transition to a sinter phase at 1400 C. Then, the parts are allowed to cool slowly, bringing them to room temperature over 12+ hours before they can be removed.
While the process should not take more than 45 minutes of operator time, the gas pressure should be checked a few hours after the sinter run starts. Please make sure an operator is available to verify, otherwise the entire batch of parts can end up improperly sintered.
Images by: Terrapin Works
Parts
No parts specified.
-
-
A sintering run will use anywhere from 2500-3500 Liters of forming gas (a 300 cu. ft. cylinder is about 8500 Liters)
-
Open the gas cylinder and check the total remaining pressure in the tank
-
This pressure needs to be more or equivalent to the approx. 3500 Liters required
-
-
-
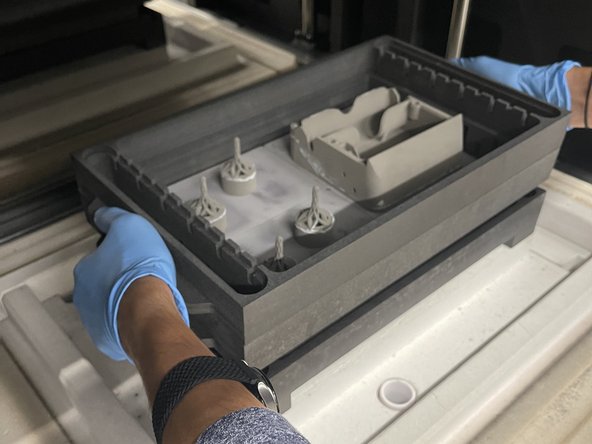
Once a a few or the first layer of the retort has been prepared, the process for loading the furnace can start while another operator continues building retort layers
-
Vent the Furnace in preparation to open the door
-
Wait 10-15 minutes for it to vent, then raise the door
-
Inspect and clean the O ring if necessary
-
Wear a PAPR to avoid breathing in fine silica dust
-
Use DI water and a soft lint-free cloth
-
-
-
The furnace door can only be kept open for 60 minutes before too much moisture is picked up by the silica insulation
-
Prepare the retort rings as much as possible without opening the furnace door
-
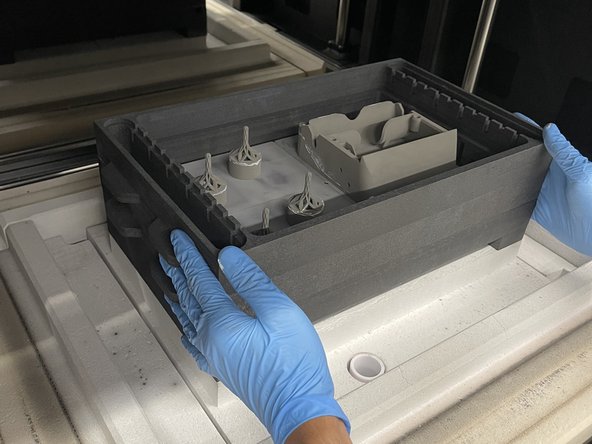
Load in the prepared rings, one layer at a time
-
Slowly set them into the ring below
-
Make sure there are no gaps and the rings are sitting properly
-
Do NOT jiggle the rings, as this can damage the insulation
-
-
-
Verify that parts have not shifted before putting in the next layer
-
Continue building the retort
-
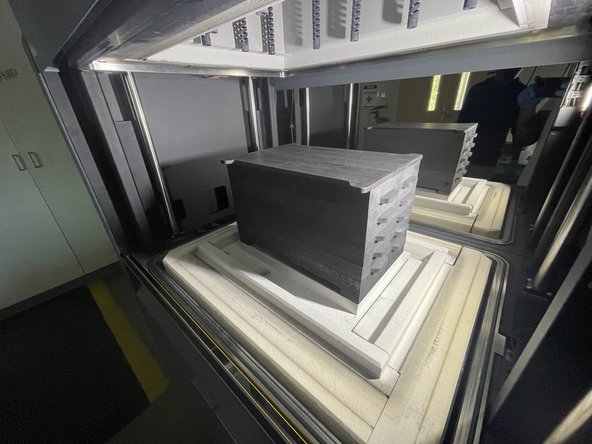
Add the retort cap
-
Follow the same directions as each ring
-
ALL RINGS MUST be installed each and every run before the cap is installed
-
-
-
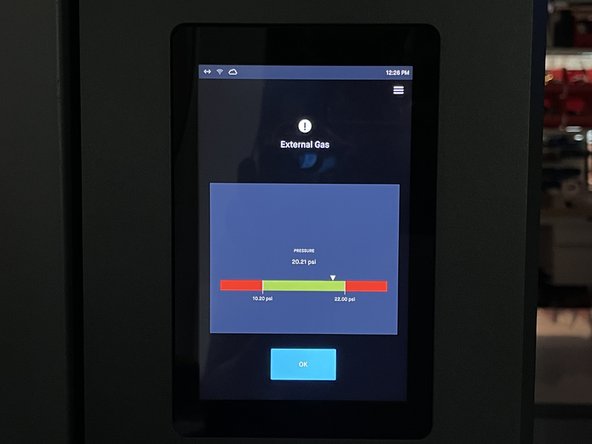
Sometimes the gas pressure will become out of range - the furnace requires 17-20 psi of forming gas throughout the process
-
The pressure should be checked and adjusted before starting the sinter run
-
Pressure can be adjusted according to the pressure regulator in the gas setup
-
Check back on the furnace a few hours after starting the run to check to see if the gas pressure stays in range
-
Otherwise the gas may stop flowing during the job and ruin printed parts
-
If the gas pressure is radically out of range, a "purge gas line" operation may be needed
-
Select this option in the maintenance menu, and follow the directions on screen
-
-
-
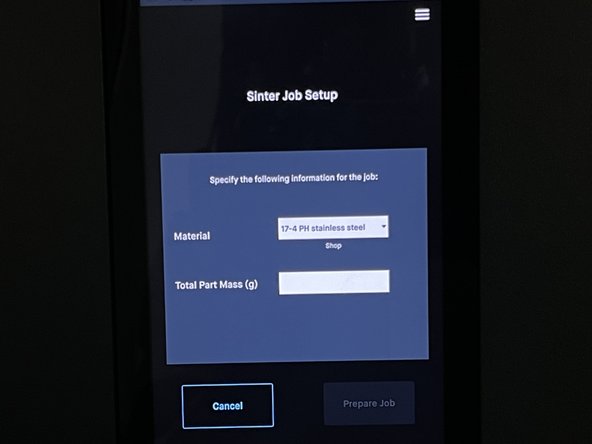
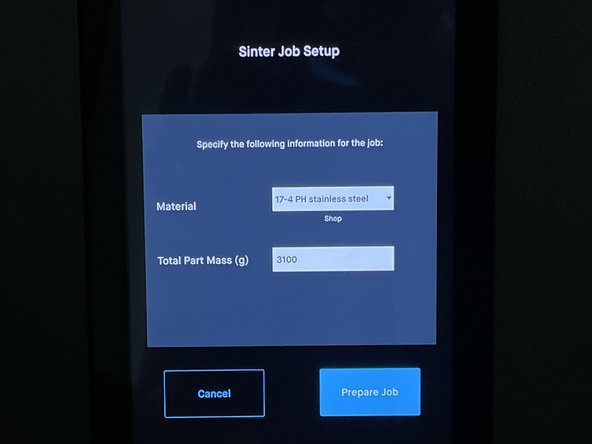
Once the gas pressure has been verified, select "Start a Job"
-
Input the mass of parts, preferring to round up to the closest 50 gram increment
-
Follow the instructions on screen and verify that all steps have been followed
-
The binder trap liner may need to be replaced - follow this guide
-
The vacuum pump oil may need to be replaced - follow the instructions from the DM knowledge base [guide coming soon]
-
When all prompts have been answered, the sintering run can begin
-
Remember to check the gas pressure a few hours after the sinter run starts
-

Removal of the parts is quite simple once the sintering run has completed, as the furnace will prompt how to finish up the sinter cycle. It is recommended to store the graphite retort outside of the furnace so that it can be used next time without re-venting the furnace.
DO NOT REMOVE the bottom-most retort piece (the retort base) as this is extremely fragile and difficult to re-install.
Removal of the parts is quite simple once the sintering run has completed, as the furnace will prompt how to finish up the sinter cycle. It is recommended to store the graphite retort outside of the furnace so that it can be used next time without re-venting the furnace.
DO NOT REMOVE the bottom-most retort piece (the retort base) as this is extremely fragile and difficult to re-install.
